.png)
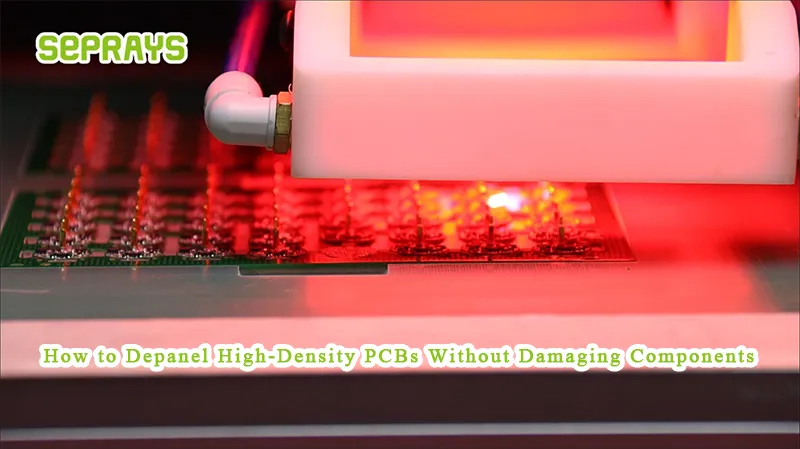
Avoiding Common FPC Punching Errors is becoming a critical topic as Southeast Asian SMT factories continue to scale volume while facing rising quality expectations from European and global customers. With FPC substrates becoming thinner, softer, and more complex, even minor deviations in the punching process can lead to yield loss, dimensional inaccuracies, or damage to fragile copper traces.
This article summarizes real issues observed in Vietnam, Malaysia, and Thailand SMT lines and provides engineering-driven guidance in a tone aligned with German and French industrial expectations: precise, durable, and experience-based.
🔧 H1 — Why FPC Punching Is More Challenging Than Rigid PCB Cutting
FPC materials behave differently from FR4. They stretch, bend, and deform under pressure. As a result:
- Slight tool misalignment can distort outlines
- Punching force inconsistencies create burrs or micro-cracks
- Thin copper layers tear when the die clearance is poorly controlled
Factories attempting to scale production without adjusting their punching workflow often face stability issues, especially with multi-layer flex designs used in smartphones, wearables, and automotive modules.

⚙️ H2 — Pain Points Observed in Southeast Asian SMT Lines
Through multiple on-site assessments, several recurring problems appear across factories:
• Tool Wear Ignored Until Failure
In many plants, punching dies are replaced based on visible wear, not precision metrics. This leads to unpredictable edge quality.
• Inconsistent Punching Pressure
Different operators, varying equipment age, and humidity changes can alter force output—resulting in uneven outcomes.
• FPC Slip During Punching
Without proper fixturing or vacuum clamping, thin flex materials shift during punching, causing off-center profiles.
• Die Clearance Not Optimized
Many factories use generic die sets. However, FPC requires extremely tight tolerances to avoid fiber pull or edge whitening.
These issues often accumulate unnoticed until scrap rates suddenly spike.

🔍 H3 — Cost Impact: Small Errors, Big Losses
Although FPC punching errors may seem minor, their financial impact is substantial:
- Scrap on FPC boards is significantly more expensive than FR4
- Failed flex boards often cannot be repaired
- A 2% yield drop on high-volume modules may cost thousands of dollars per week
- Re-inspection and sorting require additional labor
A Malaysian EMS provider found that an unnoticed die misalignment reduced yield from 98.7% to 94.2%—translating into more than USD 16,000 per month in losses.

🧪 H4 — Real Case Examples from Southeast Asia
✔ Vietnam Smartphone Module Line
Issue: Edge cracks on 0.15 mm polyimide
Cause: Excessive punching force, worn die
Solution: Introduced force calibration and a scheduled die replacement cycle
Result: Scrap volume reduced by 70%
✔ Malaysia Automotive Flex Circuit Supplier
Issue: Copper trace deformation near the outline
Cause: Poor vacuum clamping
Solution: Added rigid backing and negative-pressure fixture
Result: Dimensional accuracy improved by 40%
✔ Thailand Wearable Device Factory
Issue: FPC shifting during punching
Cause: Fixture misalignment and humidity variation
Solution: Introduced anti-slip film and climate control around the punching area
Result: Process stability became repeatable and predictable

🛠️ H5 — Engineering Solutions to Prevent Punching Errors
1. Establish Micron-Level Tool Maintenance Standards
Don’t wait for visible wear. Instead, use measurement gauges to track die clearance and angle.
2. Implement Consistent Punching Force Calibration
Automated punching machines offer more stable force output than manual or semi-automatic systems.
3. Improve Fixture Stability
Rigid or vacuum-based clamping prevents micro-shifting of thin flexible circuits.
4. Control Humidity and Temperature
FPC absorbs moisture, and environmental instability increases deformation risk.
5. Use Dedicated Dies per Product Family
Sharing dies across multiple models increases tolerance variation.
These adjustments improve both quality and long-term equipment durability.
🧭 H6 — When to Consider Upgrading to Automated Punching Systems
If your factory experiences:
- frequent outline deviations
- increasing FPC thickness variability
- long-term scaling toward high-volume production
- multi-layer or stiffener-based flex structures
Then, automated FPC punching machines with servo-driven pressure control offer measurable improvements in consistency and tool life.
⭐ Why Choose Seprays Group?
Seprays Group offers industrial-grade FPC punching and depaneling solutions built with durability, precision, and long-term maintainability in mind—qualities valued heavily across European and Southeast Asian manufacturing sectors. With experience supporting high-volume SMT lines, we help factories diagnose problems, optimize processes, and choose machinery that fits their product requirements with confidence.
If you need technical advice, sample testing, or project evaluation, please contact us.
WhatsApp: +86 189 2926 6433
E-mail: sales@seprays.com