.png)

Router Bit Wear: Common Causes and Field-Tested Solutions from SMT Lines
Router Bit Wear is a challenge every SMT factory must deal with—whether in Europe, North America, or Asia. As PCB designs become thinner, denser, and more complex, the pressure placed on milling tools increases sharply. Manufacturers across different regions continue to share valuable insights on how tool wear affects cost, quality, and production stability. This article summarizes lessons learned from global SMT lines, especially those noted in German and French industrial environments, where durability, precision, and long-term reliability are the primary evaluation standards. ⚙️ H1 — Understanding Router Bit Wear in Modern PCB Routing Router Bit Wear begins long before the milling cutter shows visible damage. Technicians in advanced European factories often measure performance loss through early indicators such as: These changes, while subtle, directly impact cutting quality and increase the risk of downstream defects such as poor fit in housing assemblies or component stress during final assembly. 🔧 H2 — Common Causes of Router Bit Wear (Based on Global Case Studies) Through shared experience from SMT lines in Germany, France, Singapore, and Mexico, several root causes appear repeatedly: 1. Incorrect Spindle Speed High RPM with low feed rates leads to overheating—one of the fastest ways to shorten tool life.

PCB Router Machine: What Technicians Learned About Extending Spindle and Tool Life
PCB Router Machine performance and long-term durability have become key topics for technicians worldwide, especially in Europe, where industrial users value machine longevity, precision, and stable operational costs. Across Germany and France in particular, discussions around spindle wear, cutter life, vibration control, and maintenance habits continue to shape how manufacturers adopt routing technology. Below is a technical, experience-driven analysis based on real workshop practices, field reports, and lessons learned from global SMT factories. 🔧 H1. Understanding Why Spindle and Tool Life Matters In high-precision routing, spindle and tool life directly affect cutting quality, machine uptime, and operational cost. Technicians from mid-size and large factories report that tool wear is often the root cause of burrs, chipping, delamination, and dimensional drift. European PCB workshops—particularly automotive Tier-1 suppliers—often track spindle and tool performance through maintenance logs, vibration readings, and cycle-based usage metrics, confirming that predictable tool life saves both time and cost. ⚙️ H2. Common Pain Points Technicians Encounter These issues are extremely common in Asia-Pacific and the U.S. as well, but European technicians tend to address them earlier through preventive planning. 🔍 H3. Lessons Learned About Tooling and Bit Geometry Technicians worldwide agree on several best practices: ① Use the correct

V Cut PCB Separator: Practical Lessons from Global Electronics Workshops
V Cut PCB Separator performance in real production lines often differs from catalogue expectations. During visits to electronics workshops across Europe and Asia, engineers repeatedly emphasized the same topics: durability, cut consistency, machine rigidity, and the long-term cost balance of depaneling equipment. 🔧 Understanding Real-World Pain Points Many workshops—especially those producing medium-to-high-volume industrial boards—face recurring issues: These issues are rarely visible in spec sheets, yet they influence yield more than cutting speed alone. German and French engineers repeatedly pointed out that maintenance accessibility and structural stiffness contribute more to quality than “impressive” marketing numbers. 🏭 Lessons from European Production Floors In several German workshops focusing on industrial controls, teams shared that a stable mechanical base was the deciding factor in reducing scrap rates. Rather than chasing multifunction features, they standardized on machines with: French EMS facilities highlighted ergonomic concerns as well. A separator may perform well during tests, but over months of operation, operator fatigue and handling angles influence productivity. A well-designed machine reduces manual adjustments and helps keep line takt times predictable. 📊 Cost Analysis from a Practical Perspective Price comparisons often mislead new buyers. The initial cost of a V-groove separator is only a fraction of its lifetime
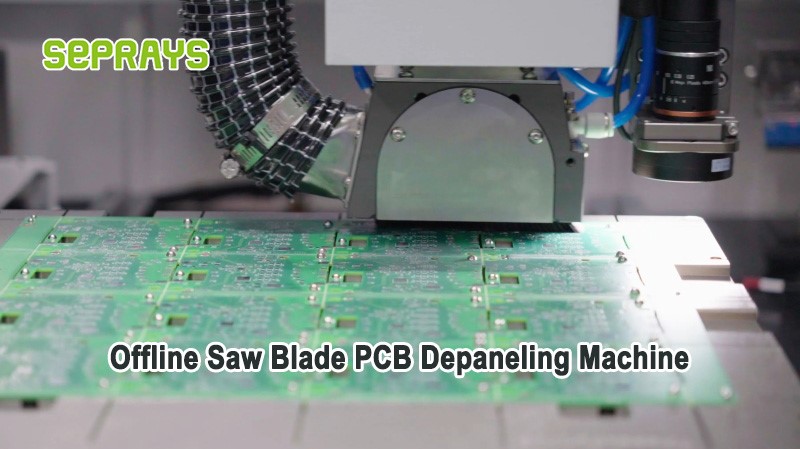
Offline Saw Blade PCB Depaneling Machine Performance Across Different Regions
Offline Saw Blade PCB Depaneling Machine performance varies significantly across regions, and understanding these differences helps manufacturers benchmark efficiency, reduce tooling costs, and improve long-term reliability. In Europe—especially Germany and France—the focus often shifts toward industrial durability, consistent cutting quality, and stable long-term cost control rather than short-term output alone.This article shares practical observations, production challenges, and field experiences gathered from various markets to encourage deeper discussion within the industry. 🏭 H1. Regional Expectations: Efficiency vs. Cutting Quality Manufacturers in Germany often demand highly predictable cutting performance, prioritizing structural durability of the saw blade mechanism and minimization of micro-cracks along V-grooves. French electronics producers lean toward smooth processing of mixed-material PCBs and precise edge cleanliness to support optical post-inspection. In contrast, Asian regions may pursue higher throughput with frequent batch changes. These differences create variations in machine workloads, maintenance cycles, and blade replacement intervals. ⚙️ H2. Key Pain Points Shared Across Regions 1. Tool Wear and Blade Life Across all markets, saw blade wear remains one of the biggest concerns. European factories often calculate wear per panel area processed, while others track wear per operating hour.Users report that improper feed speeds or aggressive V-cut depths lead to shortened blade life
How Different Regions Approach PCB Depaneling Efficiency and Cutting Quality
How Different Regions Approach PCB Depaneling Efficiency and Cutting Quality is a topic that global manufacturers continuously compare when improving their SMT processes. As PCB designs become thinner, denser, and more sensitive, depaneling strategies have evolved differently across Asia, Europe, and North America. Many factories now revisit their cutting methods not only to boost efficiency, but also to ensure long-term stability, low stress, and consistent quality. This article shares practical observations from international manufacturers, summarizes common pain points, and analyzes how different regions optimize their depaneling processes. 🔧 H1. Regional Priorities in PCB Depaneling — What Really Drives Decisions? Manufacturers in different regions have distinct priorities shaped by labor structure, machine availability, product complexity, and quality standards: Germany & France United States Southeast Asia Despite these differences, all regions face similar challenges: burr control, stress levels, cutting accuracy, tool wear, and balancing throughput with yield. ⚙️ H2. Shared Pain Points: What Manufacturers Across Regions Struggle With From global case studies, the most common pain points include: 1. Burr Formation An issue especially for mobile device, automotive, and medical PCB lines.European factories typically enforce strict burr height standards (<5–10µm). 2. Stress Transmission to Components Laser systems excel here, but high-speed routers

What Worldwide Manufacturers Have Learned About Improving Milling Cutter Life
Milling Cutter Life is a topic that every PCB manufacturer—large or small—must take seriously. As factories across Europe, Southeast Asia, and North America continue optimizing PCB routing processes, one lesson repeats itself: longer tool life is not only a cost advantage—it is essential for stable quality, reduced downtime, and predictable production planning. In this article, we summarize what global manufacturers have learned, based on real factory cases, engineering experience, and field feedback from SMT lines. 🔧 H1: Understanding the Real Pain Points Behind Milling Cutter Life Most factories initially approach cutter life as a simple “durability” problem. But German and French manufacturing engineers often emphasize a more holistic view: A common issue reported by factories in France and Italy is that cutters are often replaced earlier than necessary—not because they are fully worn out, but because inconsistent quality makes operators lose confidence in cycle stability. ⚙️ H2: Material–Tool Interaction: What Engineers in Europe Prioritize German process engineers often start with the PCB material itself: European factories also collect long-term data on chip evacuation, something many Asian factories underestimate. Poor dust removal results in: This is why routers designed for EU markets often include high-vacuum negative pressure and anti-static filtering systems.

